Glass Wall Sculpture Process – a whole ‘nother experience
I am showing you many more technique images than usual because applying this glass wall sculpture process is a first for me. And, because I hope you find it as interesting as I did.
A wall sculpture in glass requires “open mold” casting instead of “closed mold” (which I employ for my sculptures-in-the-round). There is more to see and tell. So, here we go.

You’ve seen my original wax sculpture for this piece in an earlier post. But I provide its photo again as a reminder of what I created. Delivered to the foundry, this finished wax was placed face-down in wet plaster. When the plaster dried, the mold was turned upside down and the wax was steamed out. (No photos, sorry.)

The result of steaming the wax out was a reverse-image mold…which is pictured here after it was turned back over and placed in the kiln.
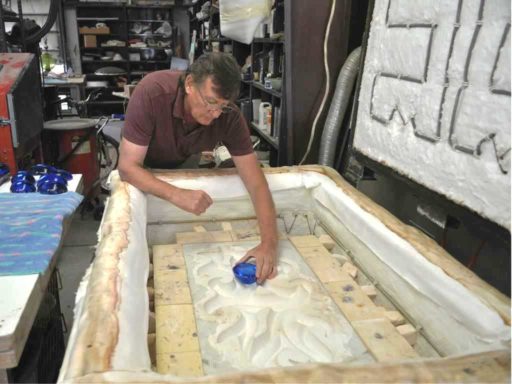
Normally, I am not at the foundry for any part of the process. But since it was so new and I was eager to learn about it, I was there twice. First, to help load glass billets into the mold, and then (later) to help with “divesting” the piece.

We continued to place billets of glass into the mold depressions. I’m following directions from the “boss,” Richard (Richie) Mole, who is the foundry owner and also a fine sculptural glass artist.
From this vantage point in the photos, I hope you can see the negative image of the piece in the plaster more clearly as we lay in the billets.


Speaking of billets, they were handled in a different manner for this piece. All my previous sculptures required full-sized billets. For this wall piece, some full-size billets were used, but, as you can see here, Richie had to break some of them into half- and quarter-sizes so they would accommodate themselves into the mold depressions.
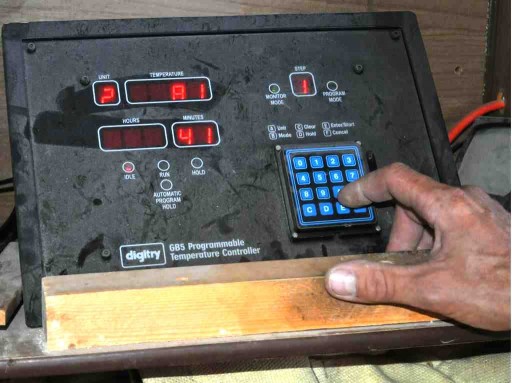
Now I know I called this “open mold” casting which means the back of the mold was open. But the kiln has to be closed in order for the art, science and magic to take place. Imagine, after all the creative time, energy and inspiration that I put into this (or any glass) sculpture, all of the outcome comes down to Richie’s expert determination of these computer settings — and an uninterrupted power source over many days![/one_half_last]
Now, we wait…
It took about three days to slowly ramp up the temperature to 1,550°F. Once there, the glass completely slumps into the mold. At that point, the temperature gets “crashed” down” (scary word) to approximately 1,200°F in order to “set” the glass and protect the color from excessive, high heat. (Get in there, get the job done and get out of there!!) It dwells at that 1,200°F point for about a day and a half. Then, slowly, the heat gets reduced to about 750°F for the the annealing cycle. That’s when the molecular structure of the glass reforms. Finally, very slowly, the kiln is controlled back to room temperature. During all of this, there’s no “peaking” to see how it’s going!
The next-stage outcome revealed…
The outcome revealed itself when I came back to help with the divesting. After complete cool down, we opened the top of the kiln and got our first look at the new piece. Looked promising.

That’s when we carefully chipped the plaster away and extracted the piece from the mold. Slow removal of the plaster is extremely critical because for the first few days out of the kiln, the piece is very delicate. While some people refer to it as “breaking the mold,” there is no breaking involved. Besides, I avoid such terminology at all costs.
In all, for this piece, from the time I dropped off the finished wax sculpture and came back for divesting in order to take the finished rough glass sculpture back to my studio, the foundry process took ten full days and 30 lbs of glass.


And, now that the piece is back in my studio, I will get involved in another new part of this process for me. The back of the piece will also need to be ground smooth. Otherwise, the lines and bumps that resulted while the piece was in the kiln would show through the finished work – and we just can’t have that!
Lastly, I will take on “cold working” the face of the wall sculpture – which entails grinding and sanding.

Yet, again, I’m into an exciting new venture, process and experience of my work.